
冷轧压下规程设计笔记
自五月下旬以来,工作重心有所转移,自身能力已然不足,特翻开新一页,开始学习新的旧知识。为何说是“新的旧知识”呢?“新:是对于我来讲的,”旧:则是说这些个经验其实在世纪初已经研究地差不多了,而且世纪初阶段的知识足以满足现在的工作需要。尽管到了本世纪二十年代,冷轧压下制度的设计又结合了诸多繁杂的机器学习算法,对于数据清洗的质量、算法设计又提出来新的要求,目前上手阶段,不可贪多贪新,还是从老前辈们的经验学起来吧。
在冷轧行业中,工艺设计最关键的两个部分分别是
轧制规程设计
轧制规程设计,即“
约束条件(设计主要依据)有:
- 带钢交货标准(销售订单)的各项要求
- 被轧带钢的机械性能特征
- 轧机设备能力
- 生产条件
- 用户提出的特殊要求
轧制规程设计的内容包括:
- 原料的选择
-
拟定轧制方案 (即轧制与道次压下量的选择与分配),这里是核心,需要考虑如成品尺寸精确性和性能要求、原料厚度、塑性和加工硬化程度,轧辊的硬度和直径,带钢张力与润滑条件,轧辊辊型与表面状态,轧辊强度与设备强度等 - 轧制压力与轧制力矩的计算
- 咬入条件
- 设备强度以及电机能力的校核等
由于带钢在冷轧过程中,轧制到一定程度后,加工硬化程度高,不易进一步轧薄,必须通过热处理才能继续轧制。每次热处理之前完成的冷轧工作即为:“轧程”,轧程内的总加工率为总压下。如果一次轧制即可达到成品要求,不需要进行热处理,那么就是单轧程(一般称为直轧),如果需要中间插入一次热处理,那么就分成了了两个轧程(一般称为两轧一退),类似的还有三轧两退,四轧三退等等设计,一般来讲,材料越硬,原料厚度越厚,为生产特定产品所需的轧程次数也就越多。新技术中如不对称轧制或异步轧制都可以使轧制压力和加工硬化大为减少,有利于减少轧程。
加工硬化
随着材料变形程度变大,强度、硬度都随之增加,这是轧制之所以可能的物理基础。加工硬化会导致晶粒拉长,金属夹杂物被拉碎呈链状分布,形成纤维组织。大量位错的缠结、变形织构等等也会提高强硬度。带钢的加工硬化达到一定强度后即到达带钢本身的抗拉强度和塑性极限以后,就难以再进行继续变形。此时,如果强加变形,带钢即发生破裂或断裂。冷轧过程中带钢的这一特点在制订压下规程时必须引起充分的注意。
一般而言,变成程度越大,抗拉、屈服、硬度都随之增大,但伸长率会随之下降,变形达到一定程度之后,就不能再继续变形下去了,因为超过此变形量后,带钢已经不能再承受任何载荷,一拉即断,必须进行退火处理。
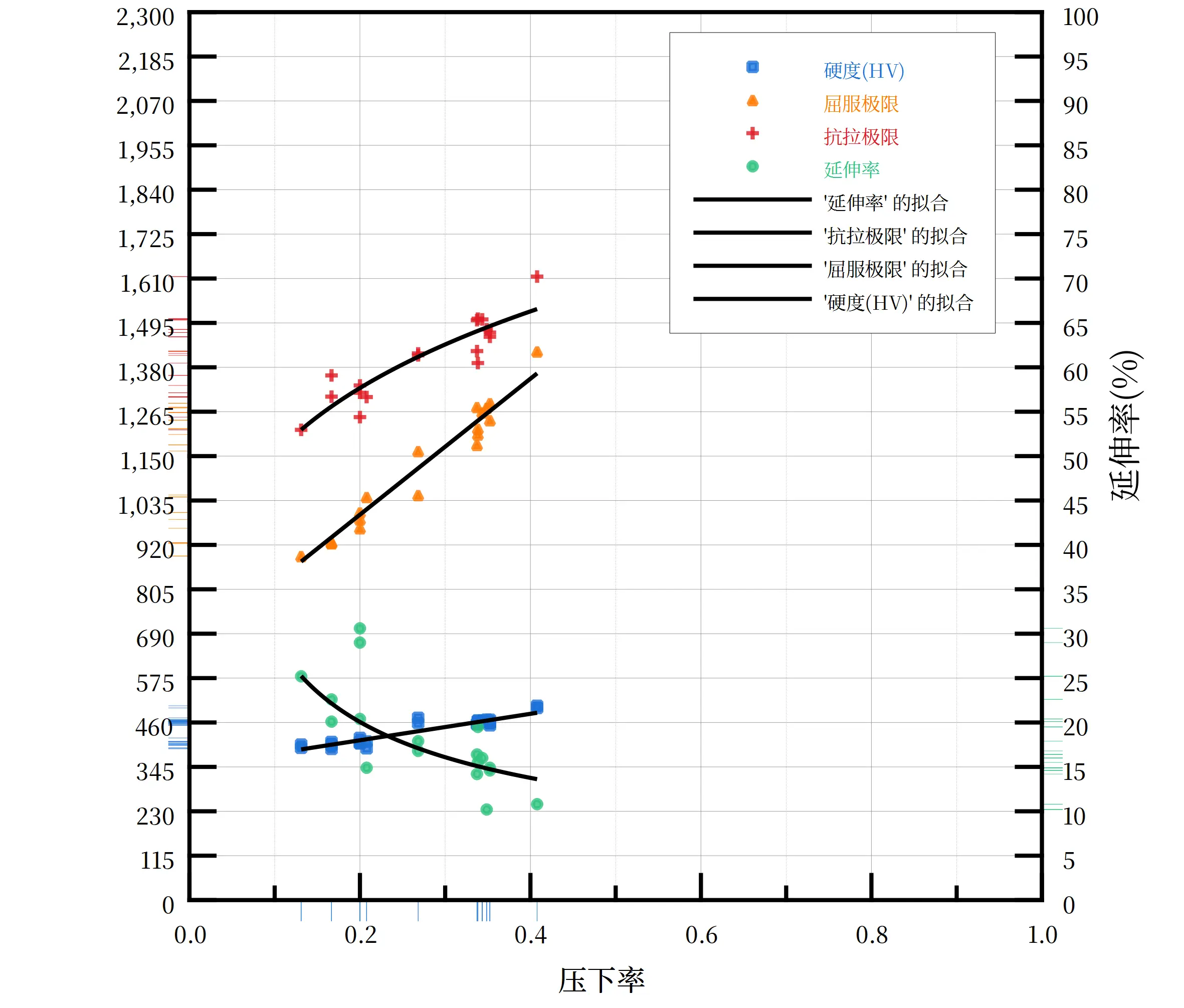
“加工硬化”现象一般用加工硬化曲线来表示。如下图所示:其横坐标为变形程度,用相对压下量来表示,纵坐标为带钢变形后性能的改变,包括硬度(如HV、HB)、屈服极限,抗拉极限或者,延伸率。
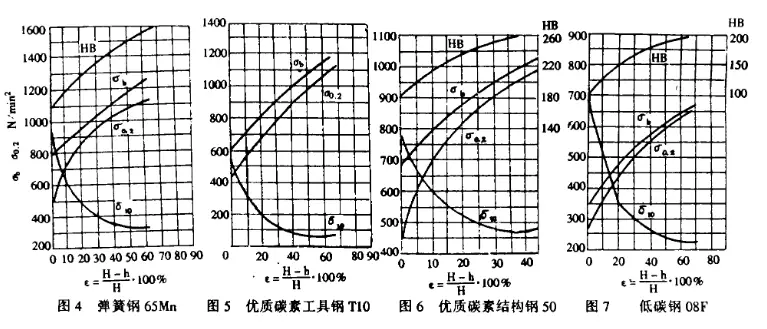
建立常见钢种的加工硬化曲线是冷轧工艺设计的一项非常基础的工作,对于新产品设计有着极为有意义的参考价值。虽然大多数时候,实用excel之类的软件就可以绘制,但鉴于此类软件时不时会出现一些奇怪逻辑,在绘制复杂图形时甚至会出现无法调整的窘状,为此有必要学习一种绘图软件来辅助绘图,下面我推荐的是KDE社区开发的开源绘图软件LabPlot。
总压下率的确定
根据带钢在轧制过程中的特点,大致可以分为以下三种类型:
- 塑性较好但强度较低的带钢,如304、316L、430
- 塑性一般但强度较大的带钢,如301、420、201
- 塑性差但强度较高的带钢,如301B。
一般经验:含碳量高、晶粒细小、细长晶粒的带钢更加难轧。
总压下率对控制带钢成品的机械性能有着十分重要的意义。冷硬状态的带钢,成品轧程的总压下率起着决定性影响;退火态的带钢、退火制度对带钢最终性能起着决定性影响;半软或中硬状态的带钢,需要总压下率与退火制度的密切配合才能使其达到性能要求。
表面缺陷可被轧制后消失,表面要求越高,希望给予的总压下率越高。
中间轧程应避免采用“临界变形”的压下率,即范围内的变形,因为在这范围内的变形,在其后的退火过程中会产生不均匀的粗晶组织,而这种组织会使金属的机械性能下降。如果因生产条件限制,不得不采用这一范围的压下率进行轧制时,则冷轧后一般不进行退火。
道次压下率的确定
总压下量确定后,即可确定各道次的压下率,即分配各道次的压下率分配及道次数的确定。压下率是压下量(轧制前厚度 减去 轧制后厚度的变化值)与轧前厚度的比值,根据压下率计算目标厚度的公式是: ,根据轧制前后厚度计算压下率的公式是。
道次数是一次轧制时加工的次数。如压下率10%,一道次生产,即只用轧制一次产生10%的压下率;如果要求10%压下率两道次生产,那么就需要轧制两次,如各道次压下率设计为:第一道次5%第二道次5.2%。对于总压下率,如果需要多道次轧制,那么每道次压下率与总压下率的关系为:
如果定义 为留存率,那么各道次留存率的乘积即为总留存率:
道次压下率的分配和道次数一般经验
第一道次采用较大的压下率:消除热轧或热处理半成品的厚度不均匀性,对于塑性较好的带钢,第一道次采用大压下量方案是比较合适的。
总压下量不变的情况下,采用降低每道次压下量而增加轧制道次的方法可以提高表面质量,减少带钢厚度沿宽度方向的不均匀性,虽然会导致带钢的强度与硬度有所提高,塑性有所降低,但影响不是很大,主要还是总压下率起决定性作用。
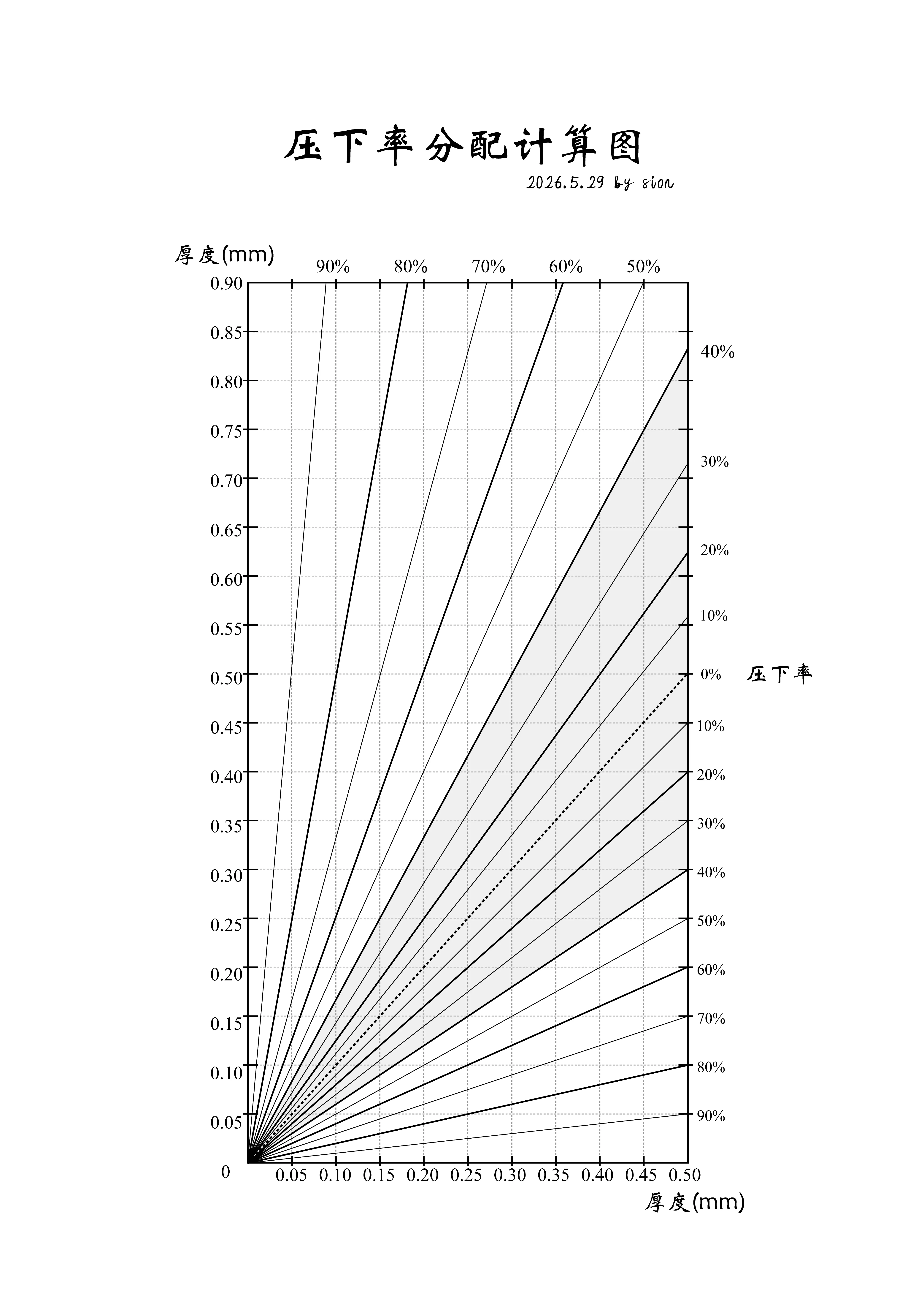
在手头没有计算机的情况下,想要便捷估算压下率,可以使用下图来查厚度。图中X、Y轴为目标厚度,斜线代表压下率。比如需要以20%的压下率轧制0.1mm的带钢,我们可以从x或y轴的0.1mm刻度位置拉一条线,与目标压下率20%线相交后,再向另一轴作垂线,垂线交点即为所需的原料厚度,此处大概为0.125;如果0.125并非初始原料厚度而是以另一个厚度以50%压下率轧制的,就可以接着画一条线与50%压下率相交,在另一轴的垂线就是更厚的原料厚度。
TODO:后面可以做成一个可交互的工具,操作起来更加准确。
轧制力影响因素
- 道次压下率:道次压下率越大,加工硬化越严重,变形抗力增加,需要的轧制力越大
- 工作辊
- 辊径:辊径越大,接触长度增加,单位压力增加,轧制力增加
- 表面粗糙度:表面粗糙度越大, 轧辊与带钢之间的摩擦系数就越大,从轧机入口和出口向中性面单位压力增加越快,轧制力增加
- 前后张力:未加张力之前,轧辊变形区内的单位体积为三向压应力状态,施加张力之后变为二向压应力状态或单向拉应力状态,从而降低变形抗力,降低轧制力,利于带钢的变形。随着前张力和后张力的增大,轧制力均呈逐渐降低趋势。
- 乳化液:通过影响轧辊与带钢之间的摩擦力来影响轧制力
- 轧制速度:轧制速度越高,轧辊和带钢之间的摩擦系数越小, 则轧制力会降低(影响程度较小)
- 轧制温度:温度升高,屈服极限下降,轧制力受限(影响程度较小)[2]
轧制力过大,对厚度波动、版型比较敏感,容易发生断带事故。
轧制力一般取屈服强度的0.1到0.6之间,