
有心,则无事不可为! ——秉蕑
✍文章痕迹
写作时间线
2023-12-29
初次撰写,笔记记录在纸上。
2023-12-30
- 初次电子化
- 绘制工艺流程图
2024-01-10
笔记已全部誊写到专用笔记本上,此文章暂停更新!
工艺流程

流程图更新版:Excalidraw | 清洗线
设备操作
此部分是需要人工操作的步骤,主要作用在维持产线的稳定运行。
开卷
清洗操作的开始。
- 通过行车(超大的吊机)将要清洗的原料放置到存料区,触底时一定要慢,将原料精准放置。
- 通过操作台,控制物料小车(四轴机器人)将原料与开卷机轴对接
- 撕掉原料上的固定胶带
- 根据原料方向选择正反转
- 根据工艺要求设定张力,运行速度,并根据需要操作收纸机收纸
开卷操作的分析
在此产线中,为方便生产的管理,收卷机被规定为只可逆时针旋转(即所谓的下收),因此,只有开卷机的旋转方向影响工艺处理前后的表面情况。
为了方便讨论,我们仍把开卷、收卷机的旋转方向视为不确定即(顺时针与逆时针两种-,并记:处理前钢带内表面为 A,外表面为B,图示如下:
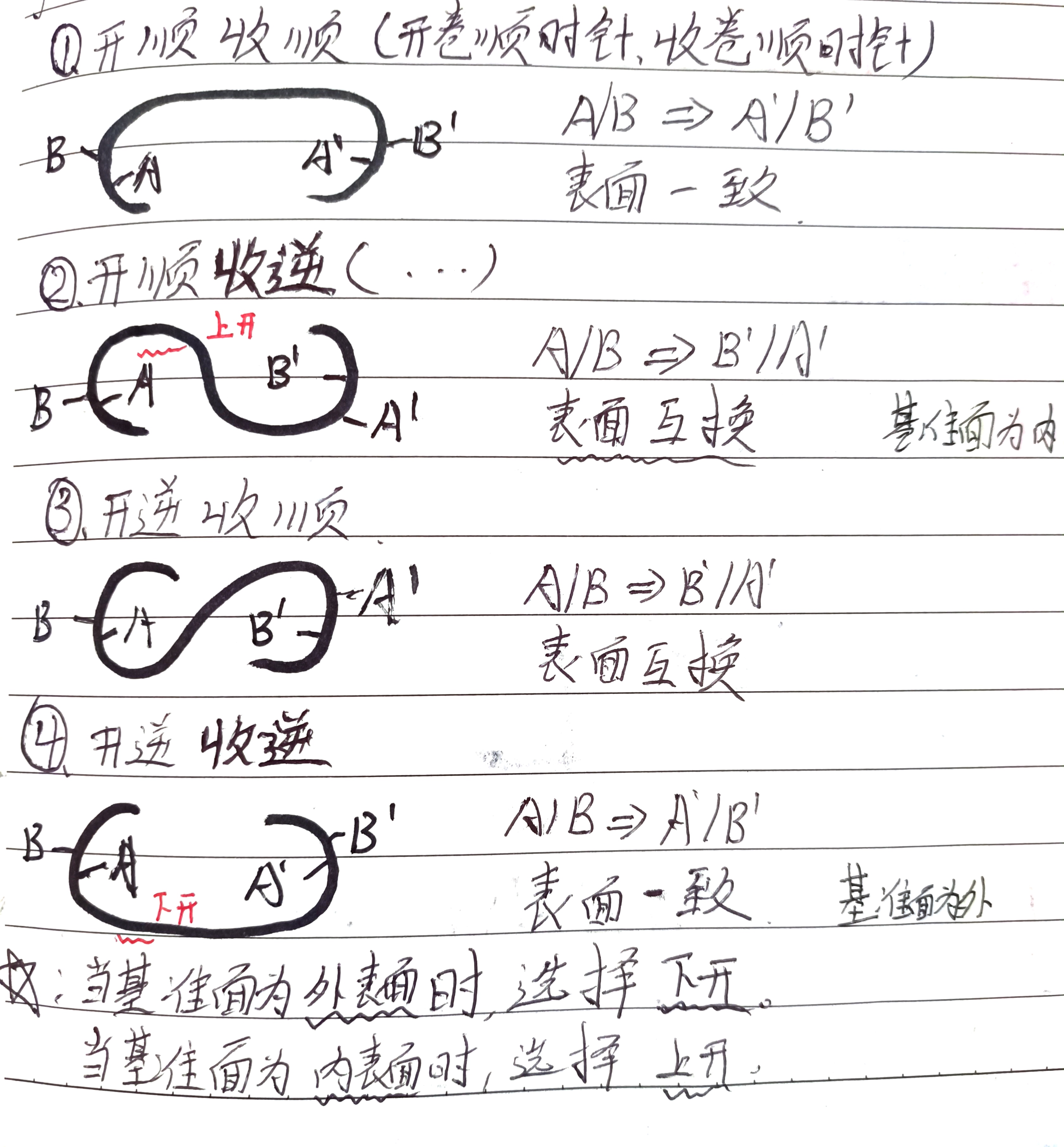
- 当基准面为外表面时,选择下开
- 当基准面为内表面时,选择上开
注意事项
- 上料时压棍需要升到最高处
- 小车运料时要下降到最低点
- 当来料又大又窄时需要在小车上安装保护架(上料完毕后方可取下)
收纸机
焊接
剪接的目的为了保证产线连续运行,防止断带。
剪接操作一般是在更换产品时进行。在上一产品清洗完毕前(未全部卷入)将其剪断,并焊接到下一产品的开头。等到焊接区清洗完毕后,在产线后面剪断,至此,上一产品完全清洗完毕。
- 将夹辊夹紧带材,关闭后侧高压喷头
- 手动对其两个带材(居中),用减压剪将其压住。
- 调整焊机功率,落下焊机,使滚轮压过进行焊接(焊接后带材会部分焊到底板上,需要用工具如锉刀等将其扯开)
- 一般焊接两次,共四道焊缝。(根据工艺需要调整)
- 倒转开卷机,调整张力(绷紧),然后正转,调整工艺参数。
工艺参数之确定
 影响焊接工艺的因素主要有四个。
影响焊接工艺的因素主要有四个。
- 焊接速度:从焊接开始到结束运行的速度。
- 电流大小:电流的大小
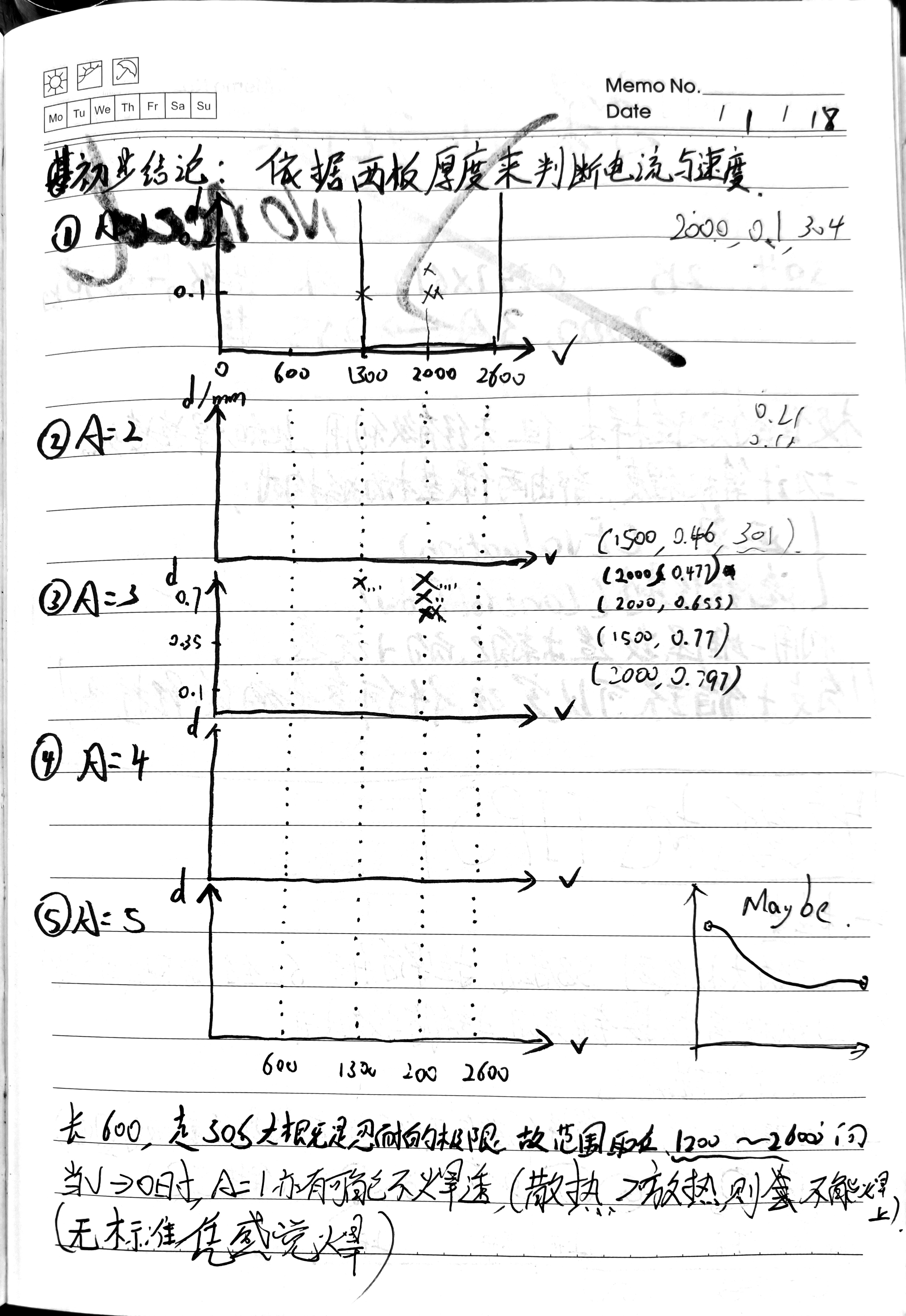
- 带厚:前后两个带厚度之和。
- 焊轮平整度与圆度:焊轮表面的平滑程度。
越薄,电流越小,速度越大。
图表绘制:
收卷
- 收卷前卡纸(把纸塞到带材中间)
- 粘胶带以固定之
- 通过操作卸料小车将其卸下
- 更换滚筒,并擦拭
- 新带与滚筒接触50%(?)以上,然后用胶带固定,
- 适当增加压力,使带材成功卷起
异常排查
产品缺陷检查
主要在收卷处检查产品的厚度与宽度,使宽度与厚度的公差在工艺要求内。其中宽度一般误差,而厚度则需要重点检查。
- 取样点根据标准进行,超薄产品只在开始与结束时测量,以防止停机对带料的冲击致使其断裂。
设备故障
水箱
其他
管道
水池的循环系统加热系统排污系统
清洗液配比
碱性,ph在6-12之间
行车操作
摆到那边往那边走,就不容易晃动(@祝大哥)

- 安全检查:吊绳、遥控器是否正常?运行路径是否有人在检修设备?(气炉上方有时会有人在清理炉灰)
- 计划吊运路线,警示路线上的其他人。
- 吊料:注意物料要放在钩子的重心。
- L形钩:弯折侧有黑线标识,套筒边缘靠近黑线即可。
- L形钩:称重时要以行车钩+称重器+L钩的顺序装配,不要忘记称重器的安装,吊起前先开启仪表。L钩大概375kg,忘记打开,后称重可以减去此数值。
- L形钩可工作的最窄距离:
其他的其他
TA与TV值的含义,速度(velocity)乘以厚度(thickness),来确定运行速度,处理速度。
金属蠕变强度,在炉区(14+7=21米)确定张力时需要计算。长期高温态工作零件会产生应力拉伸导致失效。
张力
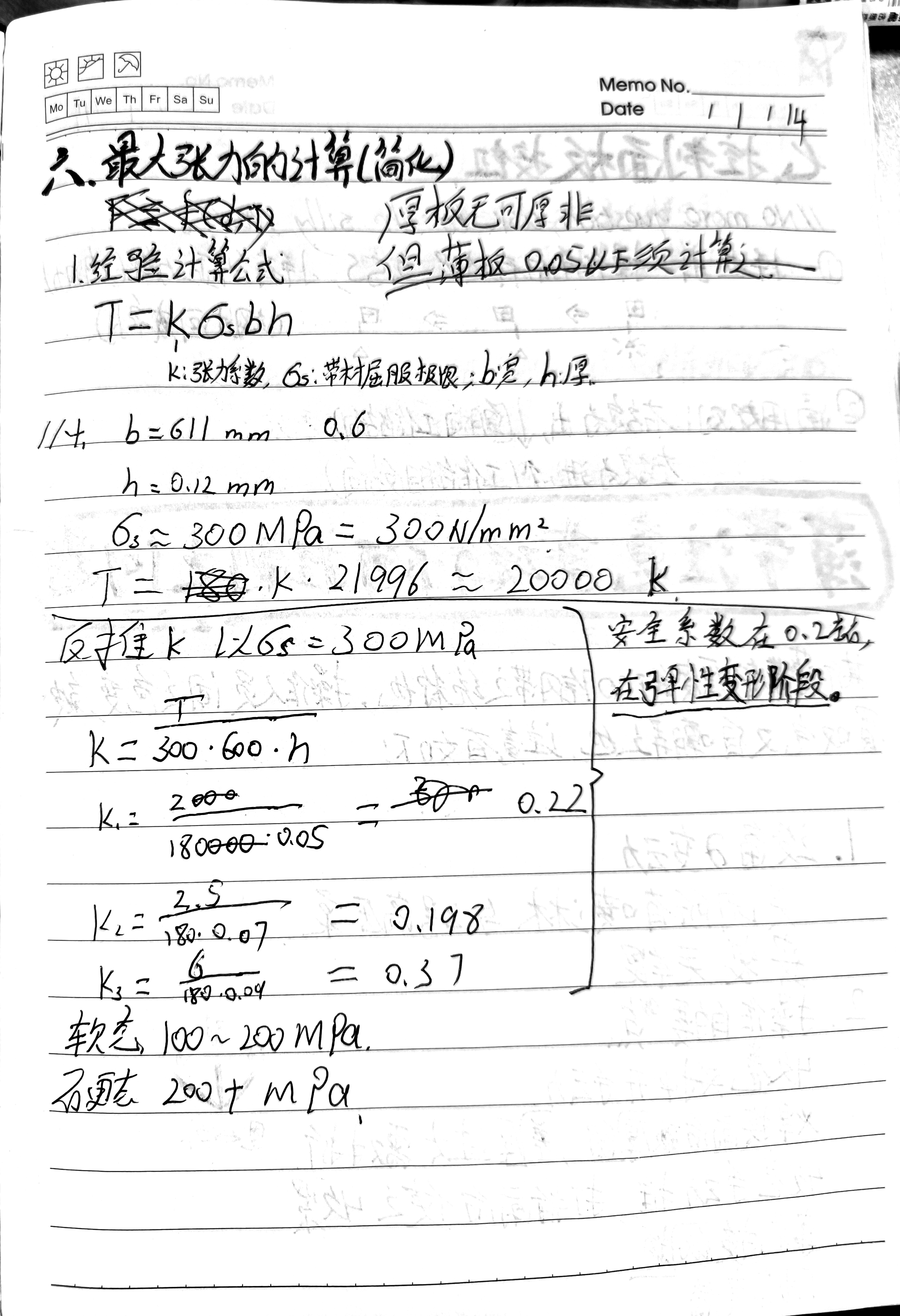
最大张力的简化计算
拉断分析:动静摩擦力的差异
1.5 下午,目睹一起拉动事故,收卷机加张力辊通过速度差来建立张力。当机组速度为零却仍保持建张状态时,钢带突然被拉断。分析结论是动摩擦力小于静摩擦力,当机组停止时为了保持原有的速度不打滑,需要更大的力,导致拉断。
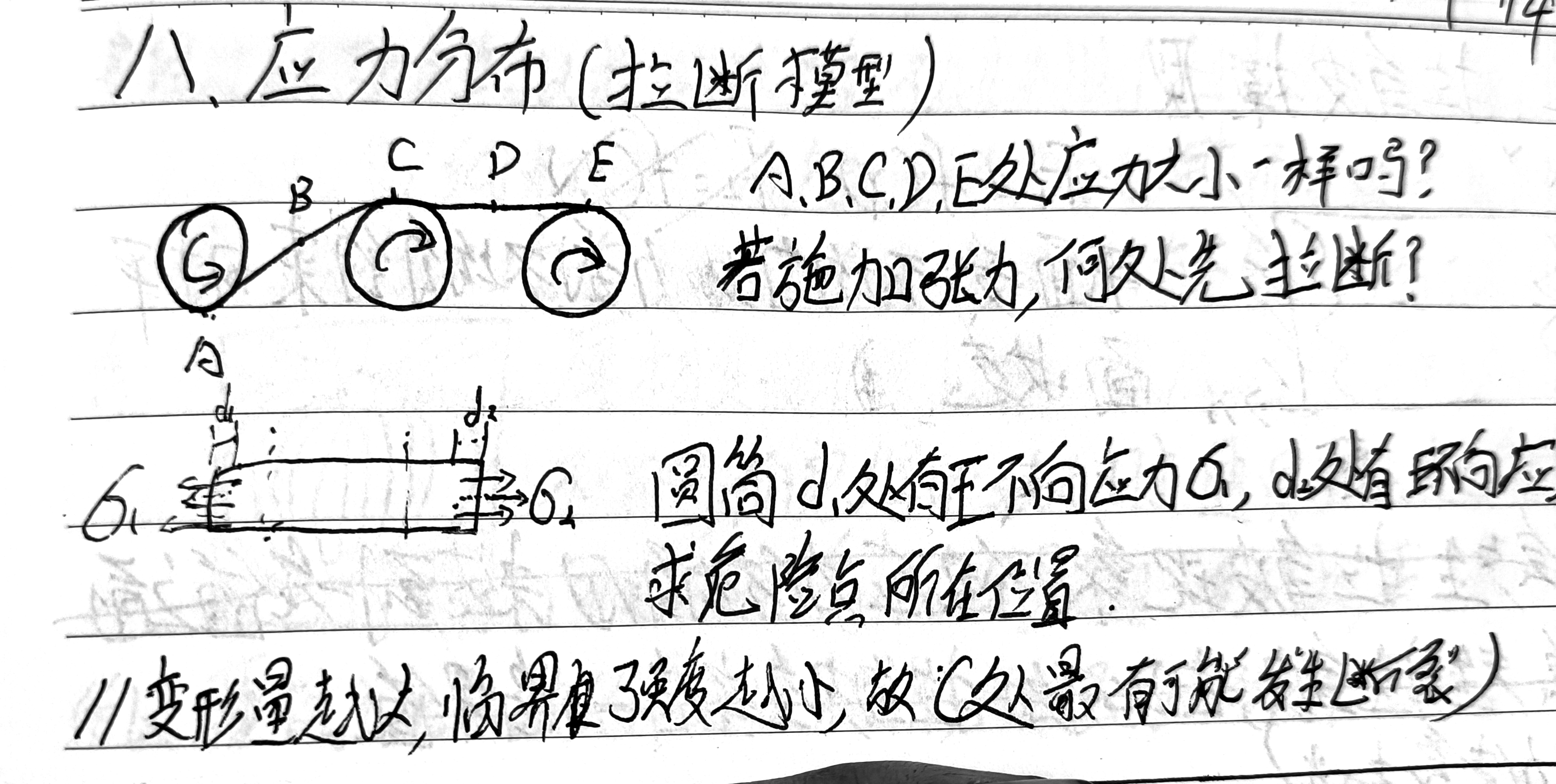
拉断分析
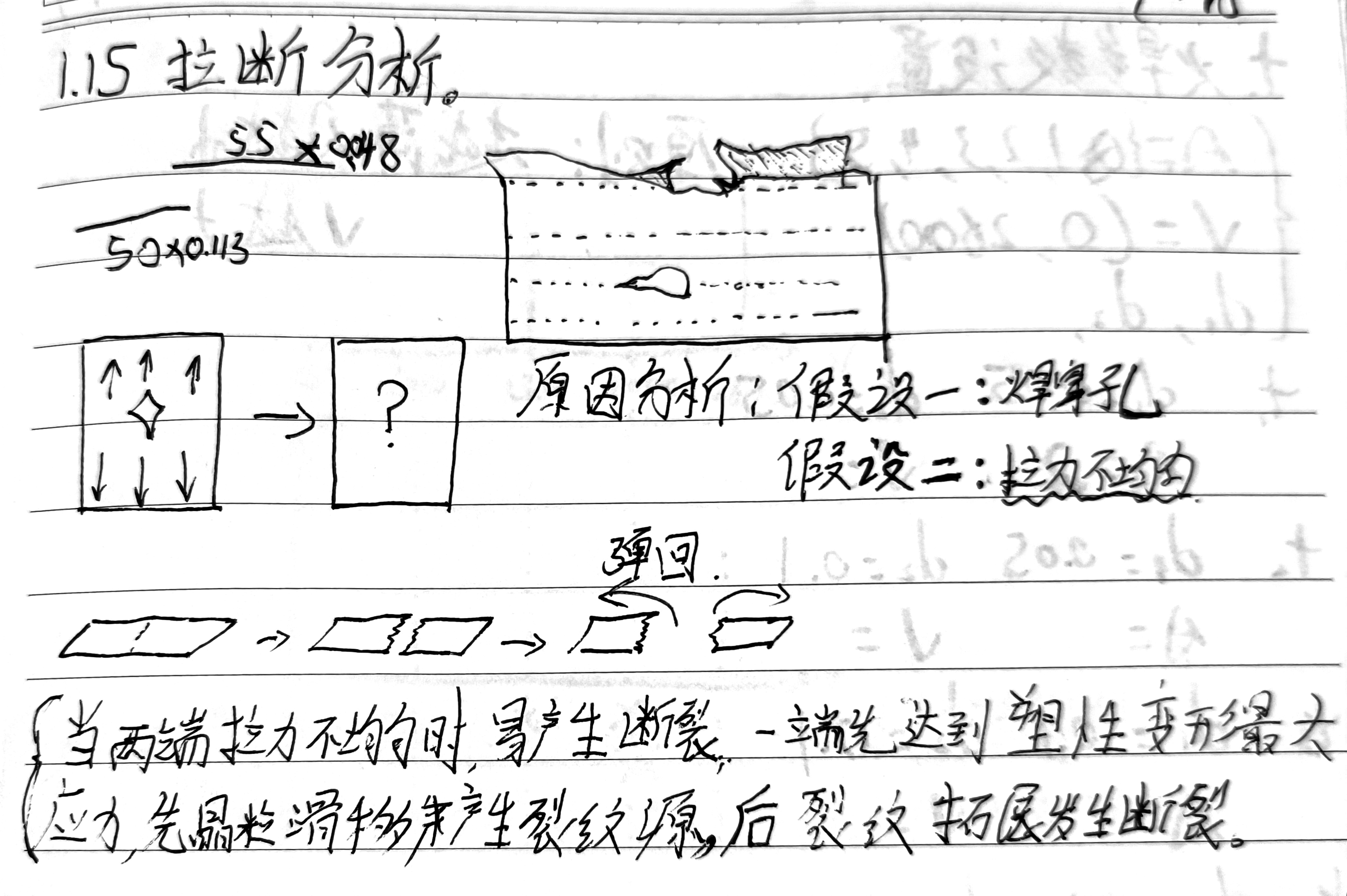
受力分析危险点
在图中CE点容易断。
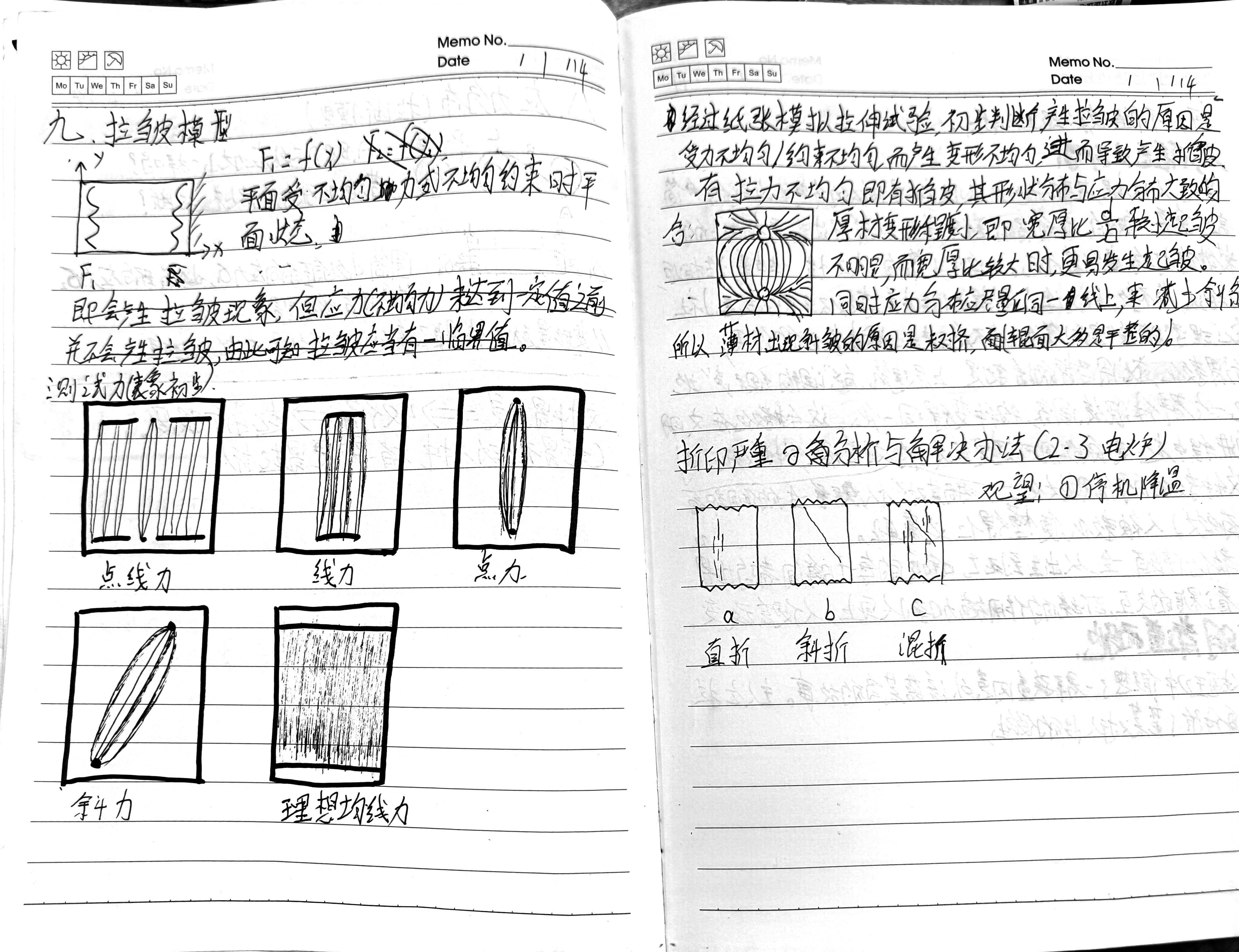
拉皱模型


评论
WalineValine